















Territory Sales Manager
A waterjet can deliver parts with accuracies that rival a machining process. In some instances, those cutting tolerances can be +/- 0.0005 in.
A waterjet is a versatile tool, with a versatile name.
Most readers of The FABRICATOR are used to reading about waterjets and even seeing them at FABTECH. The machines can cut intricate shapes in a variety of metals—and nonmetals. The technology really stands out as the only cutting option in some applications because the high-pressure stream of water and abrasive garnet that is used to cut the metal does not change the properties of the base metal during the cutting process. (Thermal cutting processes can create a heat-affected zone around the cut area that alters the metal’s microstructure, thus introducing variability to the process, which is unwelcomed in highly controlled activities such as aerospace manufacturing. Waterjets is a cold cutting process.)
But the waterjet can do a lot more than cutting of 2D sheet metal and plate and tubular structures. It can offer up metalworking functionality that is only duplicated by such devices as electrical discharge machines (EDMs) and mills.
When waterjet cutting is sometimes referred to as “waterjet machining,” those people using that phrase are more correct than their peers in the manufacturing world recognize. Waterjets remove material in a controlled but accelerated erosion process. Chips aren’t produced, but it is still a subtractive process. And in some instances, it’s a much more efficient subtractive process than other traditional metalworking technologies.
A waterjet machine can cut geometry quickly, many times faster than a CNC mill. As an example, let’s consider a job involving aluminum, more specifically a 1.25-in.-thick motor mount plate made from 6061 T6 aluminum (see Figure 1).
It takes 18 minutes to cut the entire plate with a waterjet. (For the sake of this conversation, these parts are being fabricated with an average tolerance in mind.) The setup for the job is 15 minutes.
To cut the same part on a traditional CNC mill, the process takes approximately 30 minutes. The big challenge for this application is that the part has to be flipped to complete the job. Because the part needs to be held in vises, it needs to be removed, flipped over, and secured before the cutting tool can remove the excess material thickness that the vises gripped during the initial material removal.
Additionally, the setup time for this type of job is much longer than the setup for a waterjet cutting job. It’s approximately 2.5 hours.
Things get even more interesting if the same part was made from titanium, which can be difficult to machine. The material’s low thermal conductivity allows for temperatures to rise quickly in the work area, which has an adverse effect on the cutting tools. In particular, with the rise in temperatures, titanium becomes more malleable, which some also call “gummy,” and can adhere to the tooling.
With all this in mind, 1.5-in.-thick motor mount plate made of titanium is processed on the waterjet in 36 minutes. The same part on a CNC mill needs 390 minutes.

FIGURE 1. A waterjet needs only 18 minutes to cut this shape out of 1.25-in.-thick 6061 T6 aluminum. To cut the same part on a traditional CNC mill, the process takes approximately 30 minutes, and the part has to be flipped to finish the job.
As any job shop knows, machine downtime is frowned upon in most instances because if the machine is not creating parts, it’s not involved in money-making activities. That’s where the waterjet really shines when compared to the mill.
On average, a shop can set up a waterjet for a job in 15 minutes. No heavy, cumbersome devices need to be loaded onto the table. The workpiece just needs to be placed on the slats on the table. Also, only one cutting device is needed.
Meanwhile, a machine shop might need about 2.5 hours per job for setup. Each mill uses workholding devices that are heavy and time-consuming to install prior to the cutting job. These types of chipping jobs also use several cutting tools, all of which need to be loaded into the machine and referenced to the workpiece.
Additionally, because a waterjet can work with a large plate, multiple parts—some similar and some completely different in geometry—can be nested on the same workpiece. CNC mills still require a saw to cut the material stock into blanks, and in most instances, the mill is only going to be working on one piece at a time.
For high-precision cutting, EDMs are difficult to match. There’s a reason why they are used in the tooling and moldmaking world. The technology, which removes material from a workpiece using a series of rapidly recurring discharges between two electrodes, is used to add complex shapes in the metal that are otherwise difficult to produce with conventional cutting tools.
The issue with EDMs is that are very slow. That’s the trade-off with a machine that delivers such high levels of accuracy.
Or is it? Smaller waterjet machines can deliver accurate cuts with tolerances of +/- 13 µm or +/- 0.0005 in. While that’s not to the accuracy that EDMs can achieve, which some might suggest is +/- 0.0002 in. (depending on the workpiece characteristics, of course), it’s still an accuracy range that many would consider high-precision work.
With small nozzles and the ability to deliver a very fine stream of water and abrasive, these high-precision machines can deliver customer-specified cuts, but with a very small kerf. That’s why these machines are commonly found in manufacturing settings associated with high-precision manufacturing, such as electronic companies, medical device manufacturers, and defense contractors.
Imagine a medical multitool with tiny teeth that, when vibrated, is used to cut through something like bone. The teeth are so small that they couldn’t be machined in a traditional mill, and an EDM wasn’t an option because it couldn’t produce the tool fast enough. That’s where the waterjet was able to deliver the accuracy needed for the part and in times that were attractive to the manufacturer.
Calling a waterjet a “Swiss Army knife” is too far of a stretch because it really can do a lot of things that normally would be associated with different types of metalworking machines (see Figure 2). For example, consider the ability to cut forms that normally a broach would be needed.

FIGURE 2. A 5-axis cutting head allows a waterjet to cut a fan blade from plate.
Broaching emerged almost 200 years ago as a means to create pulleys and gears. Today, it is commonly used in creating high-precision gears for the automotive industry and airplane components.
A shop can’t broach unless it has a broaching tool. The broach removes metal as either the metal is moved against the stationary broach or as the broach is moved against the stationary object. The broach—which has teeth that are altered in size and shape along the tool’s length, typically with smaller rises per tooth in the beginning—performs roughing, semifinishing, and finishing passes as the tool removes metal from the workpiece.
Waterjets can duplicate the cutting capabilities of the broach. It can create the initial pierce, cut the circular shape in a singular path, and then follow up with the finishing touches, adjusting the machine feed rate as needed to create the precision finish necessary to complete the job.
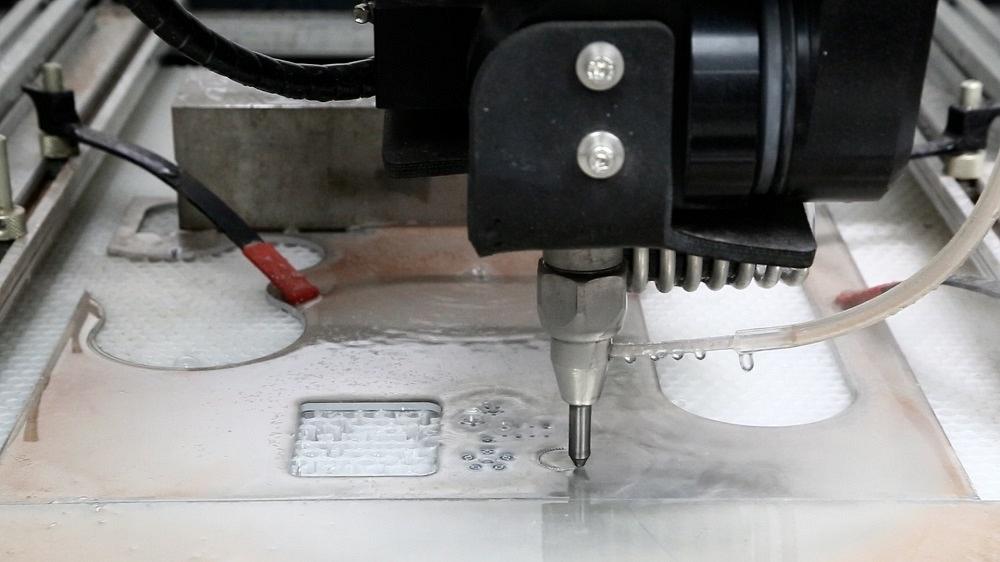
Another example is the internal sharp corners that a mill can deliver on parts (see Figure 3). If you use a 1- by 1-in. square of titanium as the starting point, a CNC mill only can deliver an internal radius that is as small as the smallest drill bit. At that point, the material removal process is going to be very slow.
A waterjet can deliver a cut with a 0.010-in. kerf, resulting in an inside corner of the titanium square that looks like it has an internal feature that was done by a CNC mill.
Waterjets also can cut nonmetals, such as carbon fiber, much more efficiently than CNC mills.
If a CNC mill is used on such material, conventional tools aren’t recommended. Machining carbon fiber requires special tooling, higher spindle speeds than metals, and lower feed rates than metals. The reduced feed rates help to keep the heat low and avoid damaging the carbon fiber.
Waterjets are capable of piercing carbon fiber without the need to pre-drill a hole. In some instances where low-adhesion-level material or very basic carbon fiber structures are used, a 0.0625-in.-dia. drill might be necessary to start the hole. (If a jet stream of water and abrasive were used to make the pierce in this cheaper carbon fiber material, the water works its way in between the material’s many layers, and delamination can occur. Typically, the drill sits next to the waterjet nozzle.) Once that hole is made, the waterjet can begin cutting the carbon fiber.
Rarely does a metal fabricating shop end up offering metalworking services for the sake of chasing that type of work. Typically, a customer asks if the shop would consider doing it, and that’s how they end up with mills and lathes on the floor.
For shops that don’t want to be full-on machining operations, a waterjet is a versatile cutting tool that can deliver many of the cutting capabilities of a mill. It’s just a matter of understanding what the waterjet can deliver and fully putting those capabilities to use.

FIGURE 3. Waterjets can deliver very intricate internal features on parts as well.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





