















Punch Press Product Sales Manager

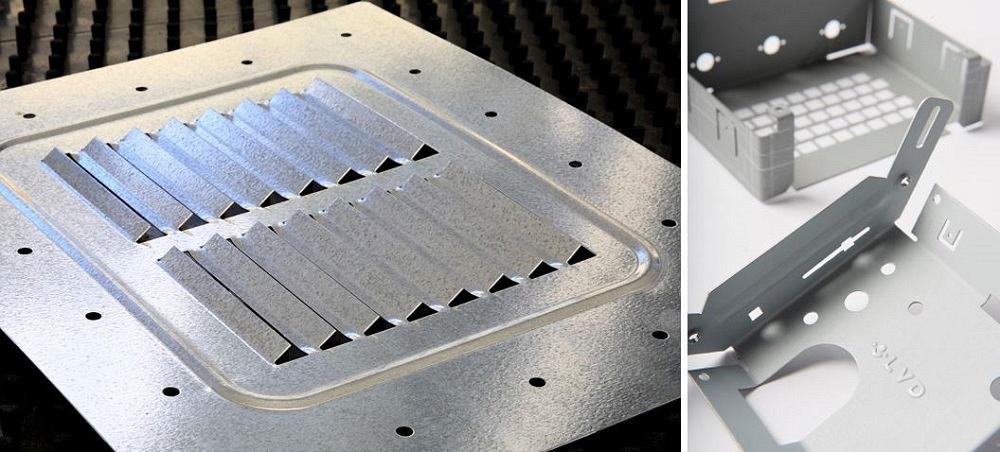
Many forming operations can be done on a modern punching machine. Extruding, knockouts, tapping, embossing, complex bends, and dimple treads are just some of the advanced forming operations that can be completed on a punch press, eliminating secondary and manual operations.
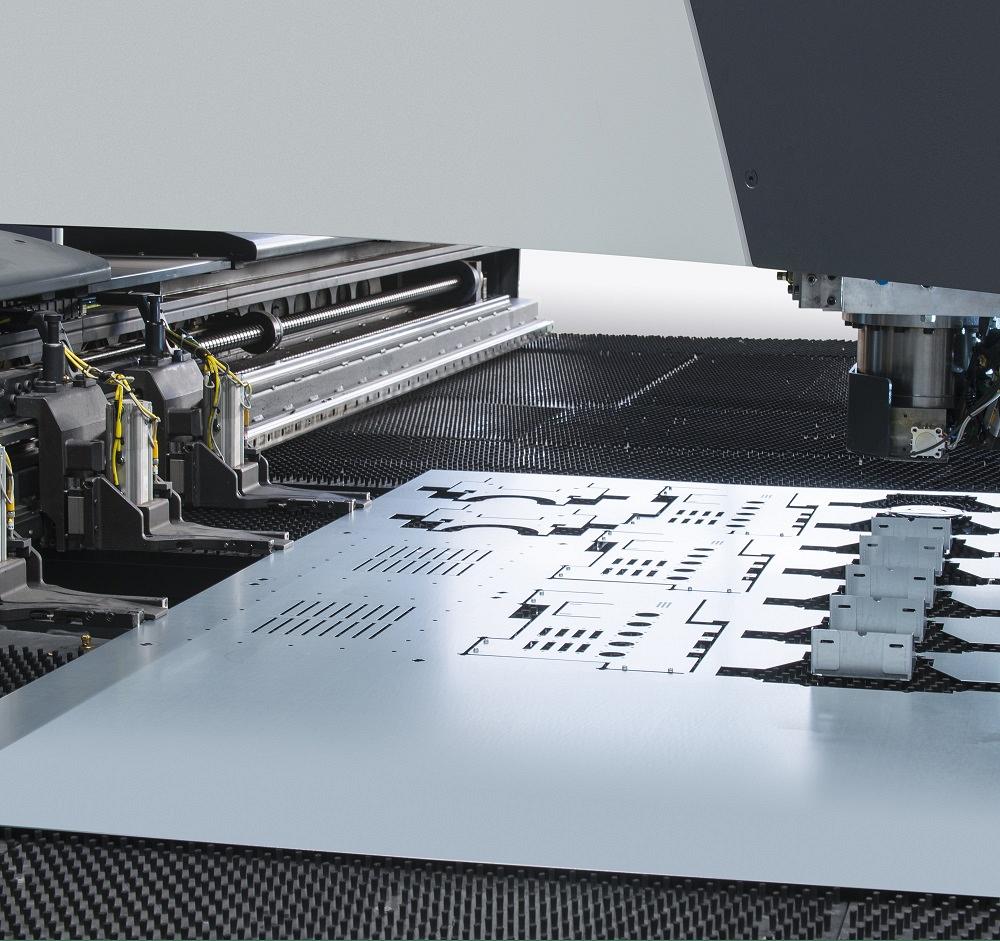
Fab shops are realizing the flexibility of the modern punch press in greater numbers. They are turning to punching technology to improve workflow and lower their cost per part by handling more operations on one machine. This is particularly true for forming processes.
The modern punch press makes it possible to bypass secondary operations and eliminate manual processes thanks to its optimized forming capabilities and special forming tooling.
Built into today’s punch press are features that facilitate its flexibility to complete multiple processes and complex 3D parts.
Adjustable ram speeds allow precise control over ram speed—both up and down—in hydraulic and servo-driven electric punching machines. This control enables the adjustment of ram position in minute increments (as small as 0.002 in.), improving punching accuracy that makes it possible to use wheel, knockout, countersinking, and embossing tooling. Greater ram speed control also permits machine operators to strip material from aggressive forming tools. Using a single-head punching machine, which has a lower spring force for stripping power than a turret punch press, operators can slow the ram’s retrack speed in some applications. That allows them to strip material off the tooling better.
Depth offset, a feature enabled by the adjustable ram stroke, allows the operator to electronically “dial in” results, making adjustments to meet engineering or end-user specifications for the part without removing tooling from the machine. This process is much faster than removing tooling from the machine, physically shimming, or changing dies. By making adjustments electronically, the same tool can be used across a range of material thicknesses, making tooling inventory much more adaptable.
Dwell time can be set for bottoming and coining operations. Doing so allows time for the material to stretch and relax before retracting the tooling. Dwell time is important to set the material flow and to develop dimensions in sizing and embossing. It also may be used to reduce stress in the sheet to prevent oil canning, a type of material buckling that causes an irregular surface.
Post- and prepunch delays can be used on hydraulic punch presses to allow time for hydraulic recovery between strokes, or on both hydraulic or servo-driven electric punch presses to provide extra stripping time. A prepunch delay allows time for hydraulic pressure to build up in between punches. A post-punch delay does the same but also allows time for the tool to recover if the springs decompress, or if the material needs to be stripped off a tool before moving the workpiece.
Programmable hover height allows the operator to program an exact hover height value based on the height of the form being produced. Traditionally, the operator would set a hover height that would be used until a form was punched; then they would reset to full-stroke mode. This could slow the machine hit rate and reduce productivity.
If the hover height value is set too high, the hit rate might be lower than the machine’s published specifications, decreasing punch press output. Starting the ram at a point close to the material to be punched or formed shortens the overall distance the ram travels considerably, increasing hit rates. It is now possible to program a unique hover height for each tool directly in the G-code.
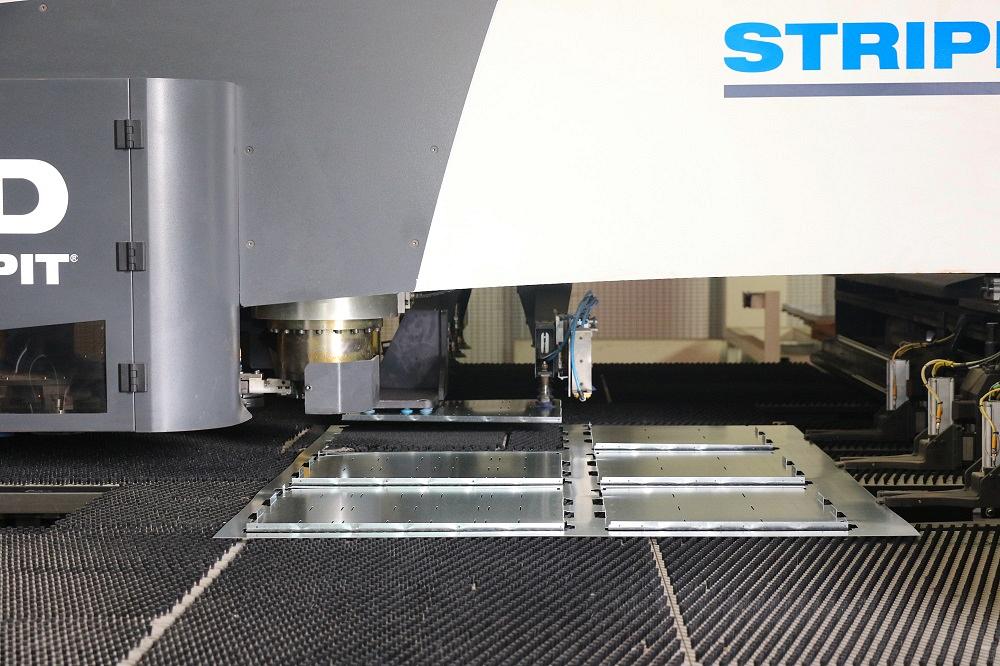
Retractable dies, a feature found on single-head punch presses, allow the operator to lower the die below the brush height. When they are using extra-tall die caps, this could cause a sheet crash. To resolve this problem, the die can be lowered out of the way while moving the workpiece into position for its next hit, then raised again to working height once the workpiece is in position.
Special form tooling is used in a single-head punch press to bend sections of the sheet, eliminating the need for press brake bending.
Retractable dies permit the use of much taller dies than normal. This translates to higher forming capacity and more advanced forming possibilities while minimizing the risk of a collision between the die and the sheet edge. Use of retractable dies also virtually eliminates any scratching of the workpiece.
Coupling these features with the diversity of available forming tooling options allows the modern punch press to prove its worth as a flexible machine tool.
1. Curved flanges - In this application, the punch press is tasked with automating flanging operations. A single-head punch press with an extra-tall feed clearance of up to 3 in., and custom up-forming bending tooling are combined to produce flanged curved profiles. A rotating cam in the die bends the material during the punching stroke, simulating the cycling of a press brake without marking the sheet. Bend angle tolerances are held to +/- 1.5 degrees, and flange height is consistently held to a dimensional tolerance within +/- 0.010 in. This is a considerable improvement over manual operations that had a three-degree angle variance and dimensional tolerance of 1/16 in.
By forming the curved flanges on the punch press in one operation, this application eliminated a two-step manual process and 25 to 30 hours of operator time, which can now be diverted to other tasks. The accuracy and repeatability of the bend angle and the flange height also improves part fit-up.
2. Progressive bends - Custom bending tooling allows progressive bending in the punch press. In this application, a 3.5-in. tool is used to create a bend of about 30 degrees. After the first bend, the punch press table moves the sheet 3.5 in., and the tool then makes another 30-degree bend, and so on. A 90-degree bend takes three passes.
This operation typically would be performed on a press brake in two operations, but now can formed completely on the punch press. This also eliminates any potential bottlenecks and material flow issues associated with secondary processes.
This fabricator has added an automated load/unload system to the process to eliminate manual sheet handling. The punch press can run unattended until its metal supply is exhausted—in this case, typically 200 to 300 sheets.
3. Tapping and extruding - The punch press also can reduce or eliminate the application of a self-clinching nut to fasten permanent threads and mounting points in the sheet metal.
In this case, a fabricator replaced the use of inserts with custom forming tooling on the punch. The fabricator was able to extrude and tap the holes in a single operation on the punch press instead of pressing in self-clinching nuts. That was a very time consuming, manual process that required handling each part multiple times. Now the part comes right off the punch press and skips an entire process in the shop.
Punching is a mature technology with a lot to offer. A punch press can perform many operations that just are not possible on even the most advanced laser cutting machines. In fact, when it comes to batch runs and producing 3D or formed parts, it’s tough to beat the cost-per-part efficiency and productivity of the modern CNC punch press. With single-head, hydraulic, and servo-electric-drive turret machines and more forming tooling options available than ever before, the modern punch press can add the flexibility and value that today’s fab shops need.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}