















Senior Editor

Anatolii Shcherbatiuk / iStock / Getty Images Plus
Fabricators have invested in evermore powerful fiber lasers, press brakes with automated tool changes, expanded welding capability, powder coating—the list of capex goes on, and yet on-time delivery performance remains stubbornly mediocre. According to the annual “Financial Ratios & Operational Benchmarking Survey,” published by the Fabricators & Manufacturers Association, average on-time delivery has hovered between 77% and 88% for the past decade.
Sure, supply chain challenges have complicated matters as changes from customers and the delivery of material and purchased components becomes more erratic. Acute worker shortages and unexpected absences haven’t helped either. Still, on-time delivery in custom fabrication was mediocre long before the pandemic, and most fabricators have dealt with the skilled labor shortage for years. So, what gives?
A shop sets a schedule and yet doesn’t stick to it. The scramble ensues. Overtime mounts along with frustration. Root causes abound and can be pervasive, reaching every process of the business. Improving matters is a complicated puzzle, and an important piece can involve finding a better way to schedule.
Every custom fab shop has its own unique customer mix, so the reasons behind scheduling challenges are too numerous to count, but many of them deal with one key area: a lack of good information. As with anything else, when it comes to scheduling, garbage in, garbage out.
“We’ve seen over the years that companies are getting better, data-wise,” said Dan Hahn, vice president of ATS Lean Scheduling International, a provider of advance planning & scheduling (APS) software in Bradenton, Fla. “That said, data still is one of our primary issues. If we work with a manufacturer with good, clean data, it’s a godsend.
“Lately, we’ve seen a lot of issues with people and materials, and shops have a hard time maintaining a consistent group of talented people,” Hahn continued. “They’re now looking to us [APS software providers] to give them the ability to reschedule, reshuffle, and react to change.”
Data collection remains at the heart of the issue. Some of it might be housed on clunky software in desperate need of an update. And even with the slickest of software, garbage in, garbage out still applies. It’s tough to schedule based on available capacity when a manufacturer doesn’t know what available capacity really is.
Imagine a press brake operator clocks in on a specific bending job, then realizes he needs to fetch tooling from the toolroom across the factory floor. So, he walks, retrieves tooling, sets up and runs the job, then finally clocks out from the job. The system says the job took 30 minutes, but in truth, it took the operator less than half the time to set up the machine and run parts. The problem might be easy to spot if that job comes up on a consistent basis. (That’s what going to Gemba is all about, after all.) But in a high-product-mix operation, this and numerous other wasteful tasks can stay hidden and unnoticed.
Direct machine connection and monitoring can help here. Imagine the same scenario, only this time the machine itself automatically reports actual uptime and setup time for each job, as well as the personnel requirements: the operator, fork truck driver or material handler, perhaps a dedicated setup person. That data quickly reveals improvements, like having tools at the point of use. More broadly, the connection reveals what’s actually going on during production.
“I’ll be honest, APS is difficult to implement,” said Mike Liddell, founder of Lean Scheduling International and author of the book “The Little Blue Book on Scheduling,” a tome that spells out scheduling challenges for the high-product-mix shop. “Every company is different, and that difference is their competitive advantage. It’s about being able to incorporate that difference into an APS.”
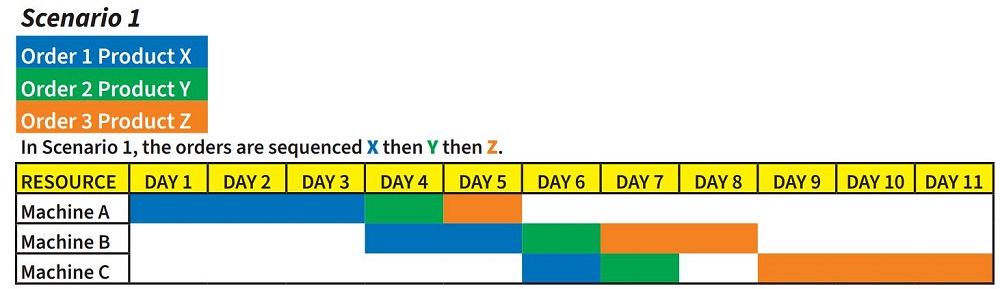
FIGURE 1. When blue runs first, it takes 11 days to process three orders.
Hahn added, “Because every manufacturer is different, with different processes, we need to be able to mold the [APS] tool to make those processes better.”
Two precision sheet metal shops might have similar machines, but their customers are different. Some might demand the shop hold some level of finished goods inventory. Other customers (lawn and garden, for instance) might have highly seasonal demand, meaning the schedule needs to account for that demand variability. Still other customers have certain jobs that make a fabricator highly reliant on outside services and purchased components—yet more variables the APS needs to account for.
“One job shop might produce 20,000 parts in a batch, which can be easy to schedule since you have the same machines doing the same parts over and over again,” Hahn said. “Then you have those who run very small batches, which means you need to focus on changeovers and how best to process the material through the routing.”
Such varying demand drives different strategies when it comes to WIP. Some shops will run certain subcomponents ahead to maintain a parts supermarket that downstream operations can draw from. Others simply can’t produce ahead because they don’t know which parts will be needed.
This in turn drives different order release and nesting strategies at the punch and laser. Does it make sense to cut ahead in the schedule to fill a nest? Alternatively, should the shop manage remnants or just deal with excessive scrap? Also, are various jobs grouped together dynamically on a single sheet, or are certain cutting resources dedicated to only certain customers? What about jobs requiring sheets of different grades and thicknesses? How should the subcomponents be dispersed and sequenced among the shop’s cutting work centers?
Also, what about time for the preventive maintenance that’s especially critical for today’s modern equipment? For instance, some shops with ultrahigh-powered lasers dedicate a few hours or even an entire shift to cleaning slats. A 20-kW laser connected to automation can be extraordinarily productive—until the forks on a part-offloading automation system crash as they attempt to lift a cut sheet with molten metal welded to gunky slats. Slats need to be cleaned, chillers maintained, machine work envelopes scrubbed, and schedules need to account for the time and people these tasks require.
When an operation has good, clean, accurate data, scheduling opportunities step to the fore. For instance, in his book, Liddell describes the importance of job sequencing in a high-product-mix shop, especially when each job has different setup and run times on shared resources.
Consider Figure 1, which shows three orders that need to run through the same three machines, each with different run times. Now consider Figure 2. Switching the sequencing—from blue then green then orange jobs to orange then green then blue—allows the shop to complete all three orders 27% faster. Do strategic sequencing many times over multiple machines and value streams, and available capacity skyrockets, all without hiring anyone or buying more equipment.
In a metal fabrication context, consider a set of bending jobs that the press brake department supervisor groups together onto a single setup with common tools staged across the brake bed. The setup looks ideal since operators needn’t change tools. Grouping jobs this way, the brake department produces those three jobs in record time.
Still, those three jobs with a common setup tie up two finite resources—the press brake and its operator. Imagine if those three jobs represented the blue job in the Gantt chart in Figure 1. Running those jobs together would delay other jobs in the queue. If those three press brake jobs were split up, they could “open a lane” for those other jobs to progress along their routing. Sure, the sequence would involve a few more press brake setups, but the extra time would be more than offset from the time savings (and additional capacity) the new sequence provides.
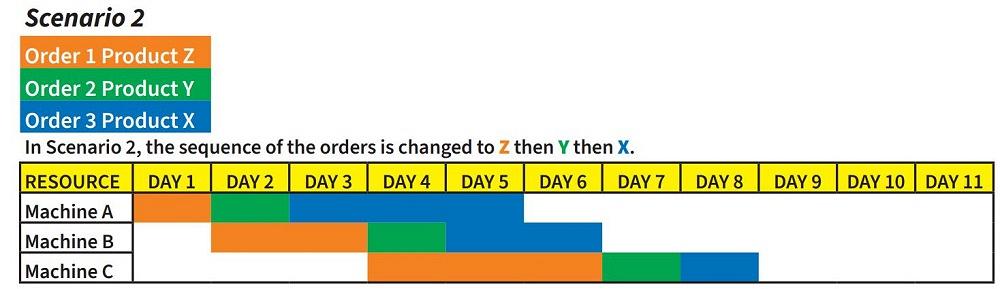
FIGURE 2. When orange runs first, it takes just eight days process all three orders.
Sequencing also matters in multiprocess cells. In an interview last year, Robert Hasty, CEO of Dallas-based Humanetics Precision Metal Works, described how the company manages job flow through a blanking and bending cell involving a new press brake that air forms and another older press brake that performs a bottoming operation. The new electric brake can be set up very quickly; the first part formed is usually a good part. The older brake, not so much—but it still has productive capacity that, with proper strategic sequencing, can make a real difference. And besides, the old brake’s bottoming operation can produce a quality sharp bend that’s critical for certain jobs.
In this case, a few parts destined for bottoming are nested and cut on the laser first, then flow immediately to the old press brake, where the operator can begin the setup and start bending test pieces. The next nest of parts processed on the laser are destined for air forming at the new electric brake. Next up on the laser is a nest of parts destined for bottoming. Thanks to smart sequencing, these parts reach the old press brake shortly after the operator finishes setting it up. Ultimately, operators of the old and new brake finish their respective jobs at nearly the same time—all thanks to sequencing.
As Hasty said in an interview in 2022, “When it comes to the success of our hybrid cellular layout, sequencing is everything.”
Of course, Humanetics didn’t work this out manually, on an Excel sheet or otherwise. The custom fabricator happens to employ its own software team that develops custom programs, one being a kind of “bottleneck simulator” that enhances the company’s existing scheduling system.
The shop uses software for a reason that Liddell and Hahn would agree with: Scaling up sequencing, connecting the dots throughout the entire value chain, from the initial order to final shipping, gets extraordinarily complicated. A small change in, say, assembly can have ripple effects in welding, bending, and cutting. Add supply chain and labor force complications, and the ripples turn into serious waves.
“It’s really impossible to do this kind of thing without software,” Liddell said. “It’s impossible to see how everything connects. It’s like solving a gigantic Rubik’s Cube. When one variable changes, you need to see how they change the other sides.”
Say a fab shop wants to change its scheduling strategy. It might be relying on the scheduling function in its enterprise resource planning (ERP) platform. Perhaps it schedules manually or relies on an in-house system built up over years. Whatever they’re using, it isn’t working, so they decide to take scheduling to the next step—and starting with the right expectations is a healthy start. In all of manufacturing, and in job shops in particular, the schedule, ever evolving, is always imperfect.
“We focus on the 80-20 rule,” Liddell said. “A manufacturer can get an 80% solution to a scheduling problem with 20% of the effort. This gets people away from one of the great traps of implementing APS, which is the chase for perfection.”
Before implementing the 80-20 rule, though, Liddell recommended that shops step back from scheduling and think broadly. As he writes in his book, “This process forces us to think through and clearly document the business problem we are trying to fix, and to list all the benefits that will be achieved if successful … The problem could be that they’re delivering jobs late, they’re losing customers, and they’re not able to react fast enough to changing customer demands.”
Defining the problem helps identify the scope. For instance, a fabricator might be extremely late on a certain job that requires odd purchasing and supplier arrangements. The job creates headaches, but it’s not the shop’s bread-and-butter work. Defining the real problem—unacceptable delivery performance for the shop’s core, revenue-driving accounts—shifts the focus. The resulting scheduling solution won’t be perfect, and it likely won’t solve all problems related to that unusual job. But it could minimize the effects that odd job has on the shop’s core workflow.
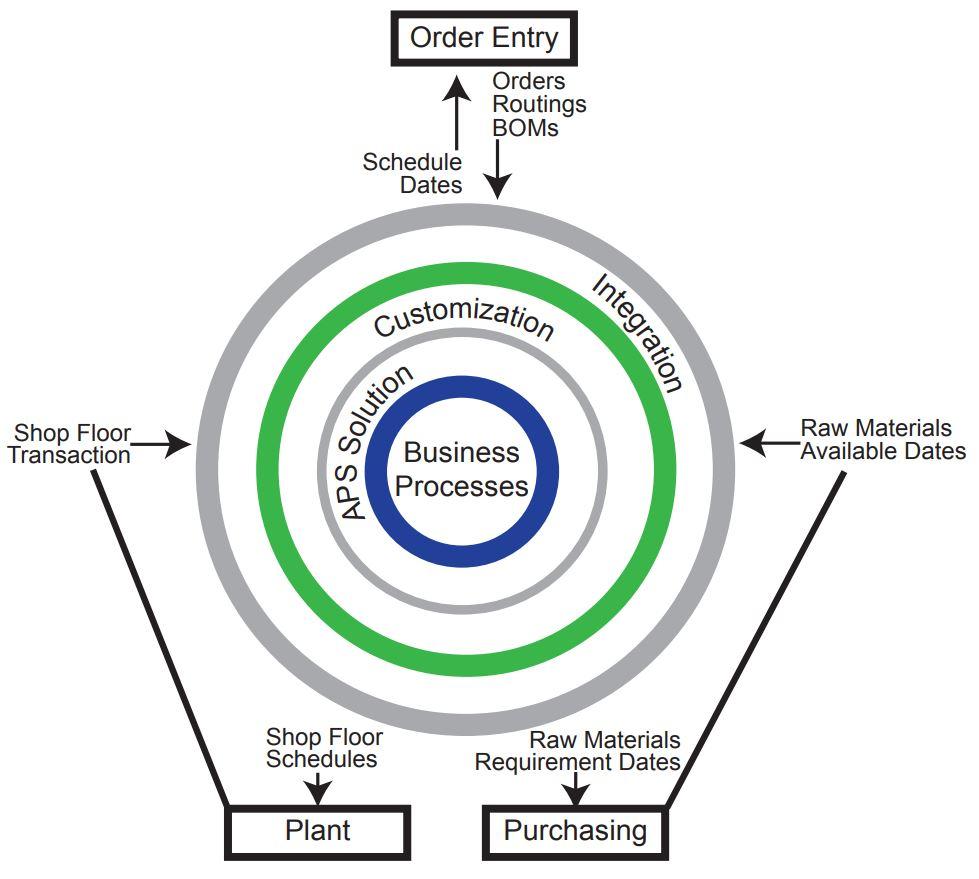
FIGURE 3. Change starts with the business processes (center). A scheduling system (APS) is built, customized, and integrated around those processes. And the entire system interacts with three touch points: the plant, purchasing, and order entry.
Once a shop defines the problem, the assessment begins. As Liddell writes, “Recommending a solution without knowing how a business works—why a company does things a certain way and what the particular business problems are—would be absurd … Solutions should be designed from the inside out. The business problem leads to a vision of what the new business processes should look like.”
This phase incorporates how orders are processed in the office, from order entry through preproduction, ensuring travelers and other job documentation have everything employees need to move a job forward.
After the assessment comes the design stage. The design document charts how information flows, where the data is stored (ideally in just one place—a single source of truth), and includes an explanation of how the data is calculated. As Liddell writes, “The flow chart will clearly show the way that data flows between the various systems and the work needed to accomplish that. This will include data that needs to be sent by your APS system to other systems, such as your ERP or your shop floor data collection system.”
He added that most scheduling platforms are built around three touch points (see Figure 3). First is order entry, which develops the order’s routings and bills of material and schedules the date of delivery based on capacity information. Next is purchasing, which communicates when raw materials are required; receiving personnel (or someone else, depending on the operation) then records when raw materials are actually available. The third touch point is the plant itself, which receives shop floor schedules (based on estimated times) and records shop floor transactions (recording actual times).
From this comes the scheduling road map, a document that, as Liddell writes, “explains how the new system will impact every functional area … The process of creating the scheduling road map gives everyone the opportunity to make suggestions and become part of the solution.”
The map describes to everyone—forklift drivers, machine operators, welders—how information and work will flow, how changes in one area affect others and, most important, why things need to change. As Liddell put it in his book, “The truth is that one of the biggest reasons scheduling systems fail is because those who could benefit the most don’t understand why they need to change.”
The development phase creates a working model of the scheduling software platform, again designed around the 80-20 rule, where 20% of the effort solves 80% of the problems. A subsequent test involves running documented scrips for certain business scenarios, like entering, changing, and deleting an order.
Next comes the implementation phase, when the shop might run its legacy and new scheduling system in parallel to validate results. Issues are resolved, all while remaining focused on the 80-20 rule. The early days of implementation, Liddell writes, isn’t a time to add more bells and whistles to handle every scheduling problem people come across, no matter how minor or rare those problems might be. “The priority should be to concentrate on getting stability, because nothing destroys confidence in a new system quicker than a never-ending steam of errors and problems.”
Once the schedule becomes stable, the entire process starts again in a virtuous cycle. With core scheduling issues solved, issues that were outside the scope now move into that 80% of problems solvable by 20% of the effort.
At the heart of the issue lies variability—in cycle time, quoting and order processing, material availability, employee attendance, rework from misinformation, miscommunication in the supply chain, lack of training and performance variation between employees and between shifts. The more variability an operation has, the more variability-absorbing WIP it needs between processing steps, and the longer shop lead times need to be.
As Liddell described it, “The fundamental problem all plants have is that everything is connected. When one thing happens, people don’t know how it impacts other things.”
Metal fabrication involves a web of interaction that goes into fabricating and delivering a product. Every action has a reaction. Advances in data collection, predictive maintenance, machine monitoring, production control, and (of course) scheduling software continue to paint an ever-more accurate picture of plant floors.
But plant floors are still extraordinarily complex and, like the people who run them, never perfect.
Figures are from The Little Blue Book On Scheduling by Mike Liddell (Palmetto, Fla.: Joshua1nine Publishing, 2008), pp. 51-53, 81. Reprinted with permission.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





