















Senior Research Engineer, Thin Wheels Abrasives

Manually grinding aluminum workpieces can be challenging. Using an abrasive designed specifically for the task will yield the best results.
In recent years, transportation industries have increasingly turned to aluminum as they look to “lightweight” their products. As a result, metal fabricators need new tools for working with this challenging material.
Aluminum alloys offer improved strength-to-weight ratio when compared to traditional steel alloys. The lightweighting trends across the transportation sector bring the need for fast and efficient tools for grinding aluminum. Typical right-angle grinder wheels designed for steel are not for use on aluminum because the wheel’s surface can rapidly become clogged with metal chips that stick to the abrasive.
By investigating the mechanisms by which metal chips can become stuck (loaded) to the abrasive wheel’s surface, strategies to avoid metal loading can be applied to the abrasive design. This then leads to new aluminum grinding products with greatly improved grinding speeds and longer-lasting performance, without the need for waxes or lubricants.
Aluminum used in industry is typically not the pure element but rather one in a range of families of aluminum alloys, depending on the end use. Although the properties of specific aluminum alloys can vary widely, it is safe to make the following generalizations:
Aluminum production and usage is increasing. Although total production of steel is higher than the production of aluminum currently, the growth rate of aluminum production is about 60% higher than that of steel. From 2008 to 2018, global aluminum production grew at a compounded annual growth rate (CAGR) of 4.8%, whereas global steel production grew at a CAGR of 3.0%.
The growth of aluminum usage is primarily driven by the automotive and transportation industry, followed by aerospace and defense and marine. The automotive and transportation industry accounts for about 80% by value of the global usage of high-strength aluminum alloys at an estimated CAGR of 7.7% from 2018 through 2023.
The strong need for aluminum within the automotive and transportation industry is driven by lightweighting trends. Automobile manufacturers are under constant pressure to increase the fuel efficiency of their fleets, so naturally they look for stronger and lighter materials. In the commercial trucking industry, lighter-weight trailers can result in more cargo weight carried per trip, in addition to fuel savings. Aluminum is also used to reduce the weight of marine ships, which aids in their speed, maneuverability, stability, and fuel savings. Lightweight hulls also allow for operation in shallow water.
Aluminum alloys also have lower hardness, higher ductility, and lower melting points as compared to steel alloys (932 degrees F to 1,112 degrees F for aluminum versus about 2,732 degrees F for steel). These differences can mean that metalworking tools and techniques used for steel-working are not always optimized for aluminum working.
One common issue when it comes to manually grinding aluminum workpieces is the tendency for aluminum chips to stick onto the grinding wheel itself. When the wheel loads (clogs) up with metal chips, it is unable to remove any more metal from the workpiece. Figure 1 shows a standard grinding wheel after only a few minutes of use on aluminum. Because this grinding wheel was designed for use on steel—not aluminum—loading occurred, and the wheel stopped grinding effectively.
One practice that delays the onset of metal loading is the application of wax onto the grinding wheel. By applying a slippery substance on the wheel’s surface, it temporarily makes it harder for the aluminum chips to stick. However, as the wheel is used, the wax wears away and needs to be reapplied. This option is not ideal, as wax application takes time away from grinding and creates additional contamination on the workpiece, which needs to be cleaned up when the grinding is done. If the wax is not thoroughly cleaned from the workpiece, it can lead to defects in the weld.
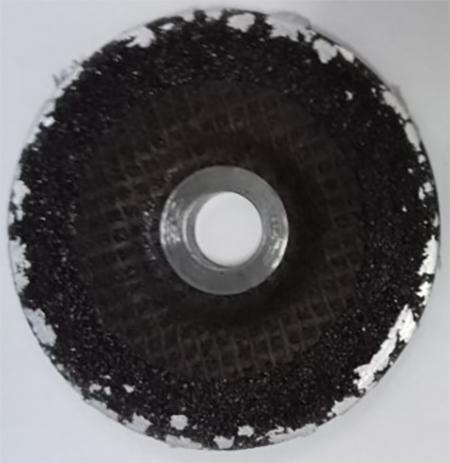
FIGURE 1. This is an example of a standard grinding wheel, not specifically designed to be used on aluminum, after it has been used for grinding aluminum. Notice all of the silver-colored (loaded) areas of stuck metal, rendering the grinding wheel ineffective.
A high-magnification camera focused on the loaded areas of a used grinding wheel’s surface (see Figure 2) reveals an abrasive surface that is unable to do the job it was designed to do. The bright areas are the aluminum metal stuck onto the face of the wheel. The white, blocky features are the abrasive grain. The yellow area is the exposed, worn areas of bond, and the brown is the underlying bond and pores.
The image on the right in Figure 2 shows the cutting point of a single grain, the surface of which has been coated by aluminum metal. Behind the cutting point are many stringy chips of aluminum that have been collected. Since these chips were not being removed from the grinding zone, they fused together from the friction and heat generated as grain strikes the workpiece. Streaks along the center of this mass show rubbing marks between the aluminum workpiece and the aluminum stuck to the grinding wheel. As the aluminum collected onto the face of the grinding wheel, it blocked the cutting tip from removing more chips—clogging the metal removal process.
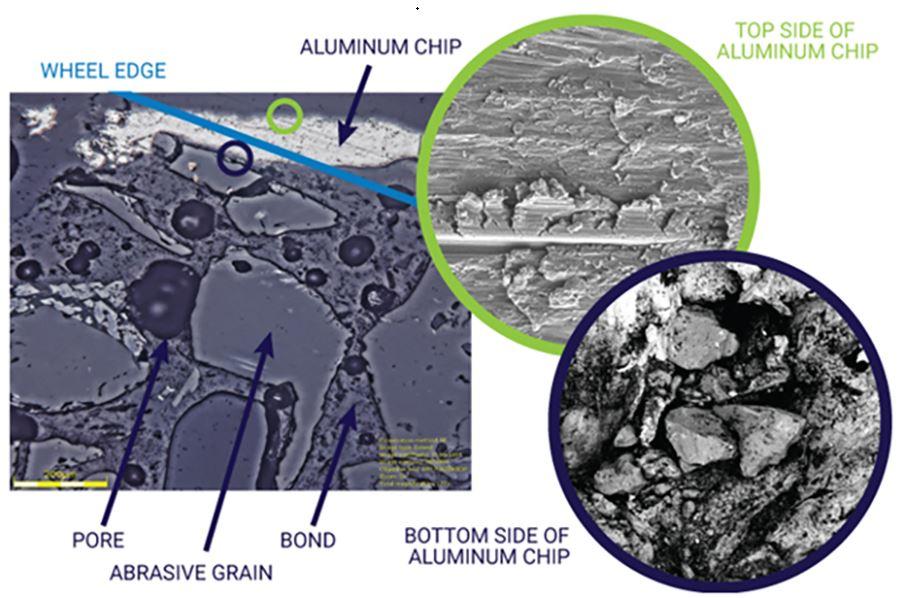
A cross-section of this grinding wheel (see Figure 3), viewed under a microscope, reveals the metal loading from a side view.
A close examination by an electron scanning microscope of the aluminum chips removed from that wheel’s surface reveals even more (see Figure 3, right). The up-close focus of the topside of the chips shows rubbing/plowing marks, suggesting semisolid-like behavior. The underside of the chip shows how the aluminum was able to deform and attach to the full surface of the grinding wheel, conforming to both the grain and the bond. These deformation features show that the metal was softened near its melting point when it became attached to the wheel’s surface and that the mass grew cohesively as other chips of aluminum became stuck.
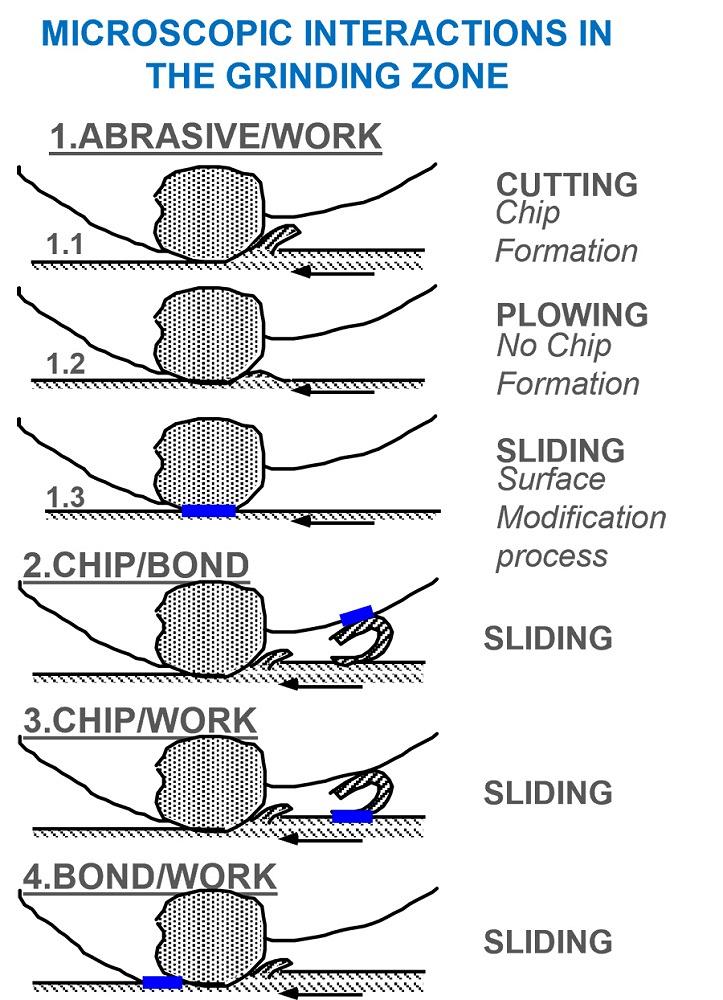
Figure 4 shows a framework of how the abrasive grain, the bond holding the grain, and the workpiece being ground can interact in the cutting (material removal), plowing (material displacement), and sliding (surface modification) processes. The features observed on the wheel’s surface are mainly indicative of sliding interactions from when the abrasive grains contacted the aluminum workpiece. Sliding interactions do not contribute to the metal removal (chip formation) process and only act to make the grinding process less efficient.
During aluminum grinding (see Figure 4), the grain is plowing through the ductile workpiece, which coats the tips of the grain in metal. Once the grain tip is coated, friction interactions between the chip (stuck to the grain) and the workpiece allow the stuck metal chip to begin to grow cohesively. As the stuck metal patch grows, further interactions between the bond and the workpiece build more heat, resulting in a larger area impacted by metal loading.
During use, as the abrasive wheel becomes clogged with metal, grinding becomes less efficient, which leads to the natural reaction of the operator to push harder with the grinder to try to break down the wheel further and open the surface to expose new cutting grains. However, this common approach does not work, as the increased grinding pressure leads to a buildup of more heat, which continues the process of aluminum chips softening and sticking onto the face of the wheel. This creates a feedback loop, which acts as a vicious cycle to further load the wheel until it can no longer grind and needs to be replaced.
To break the loading mechanism feedback loop, the abrasive grain must become more resistant to metal loading. This is because the loading mechanism starts at the grain tips and grows cohesively to cover large areas of the grinding wheel.
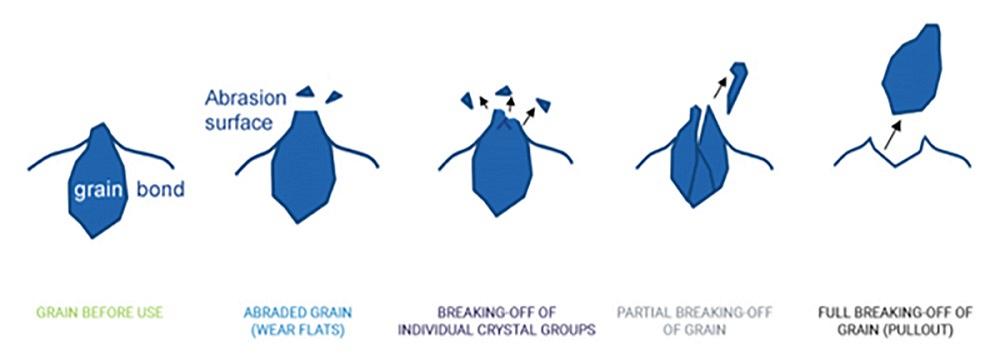
During grinding, individual abrasive grains undergo thermal and mechanical stresses as they continuously strike the workpiece. These stresses may cause the grain to crack or fracture in different ways (see Figure 5). The type of grain fracture as well as the overall rate of grain fracture is dependent on the microstructure of the grain and is correlated to several grain properties, including hardness and resistance to heat, impact, and shock. A grain that readily fractures and breaks down is known as friable, and one that wears down slowly is known as durable.
Grain fracture is self-sharpening, as it exposes new cutting surfaces. In the case of aluminum grinding, as the grain fractures, the ejected pieces can lift away pieces of stuck aluminum metal, leaving behind a fresh, clean cutting point.
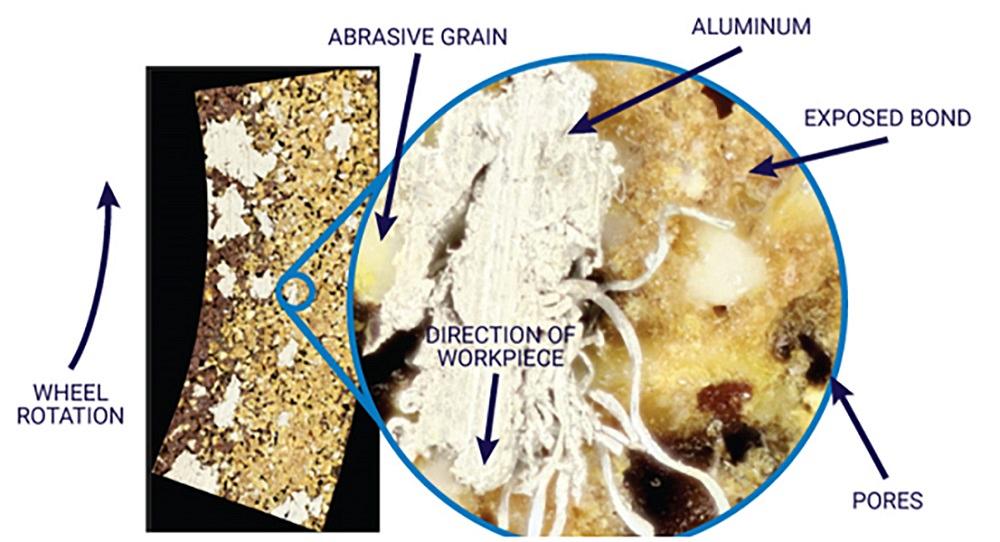
FIGURE 2. A top-down view of a used grinding wheel section is shown.
To demonstrate the effect of friability on grinding speed (metal removal rate), and the extent of loading, wheels containing grain types with different levels of friability were prepared and grind tested. All other experimental parameters were held equal.
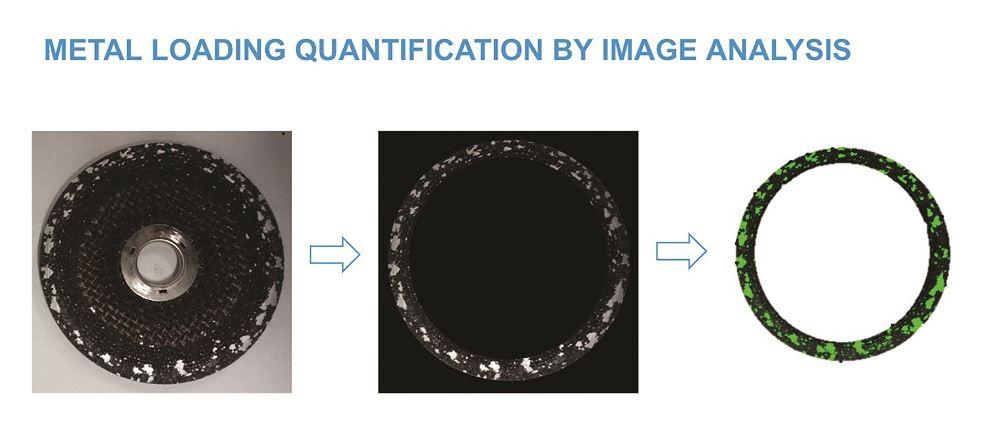
Once grind testing was complete, each wheel stub was imaged to determine the extent of metal loading by calculating the total bevel area covered by stuck metal (see Figure 6).
As a result, a strong correlation was found between grinding wheels that contained highly friable grain types having less metal loading and higher grinding speed.
This has led to the development of aluminum grinding wheels with a special, extra-friable abrasive grain that is able to fracture and break down just before too much pressure and heat are generated, preventing metal from accumulating (see Figure 7). These abrasive wheels are aggressive, allowing the manual grinder to work with less effort when compared to using abrasive disks not specifically designed for aluminum removal.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}