Vendor support: The proverbial friend in need for automation projects
February 7, 2023
By David Gersovitz
A custom machine builder improves performance specs promised to its customer with the support of its vendor.
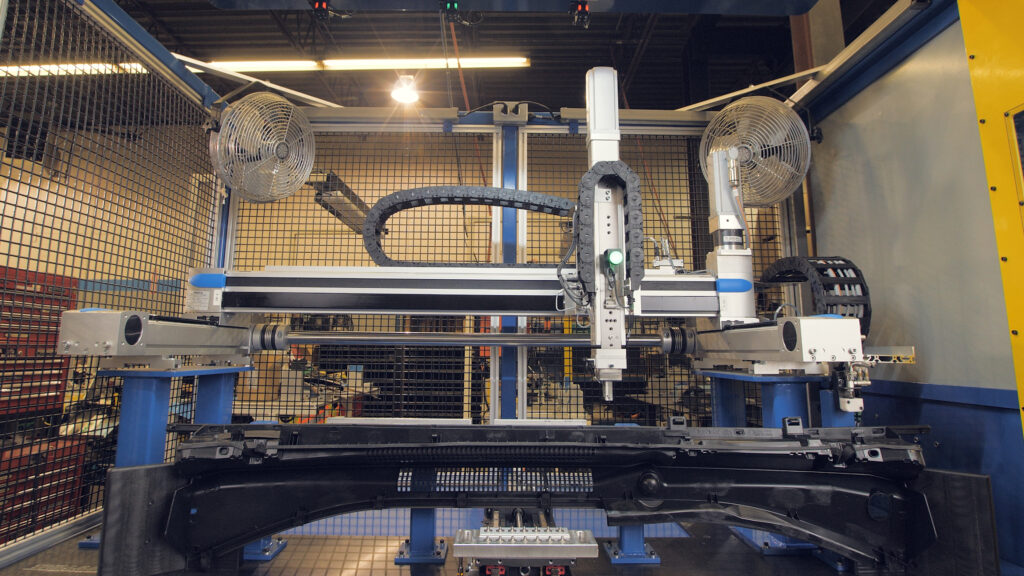 Trillium Machine and Tool, working with Festo Canada engineers, was able to reduce the gantry’s cycle time by 25 percent below the original specs. (Photo: Festo)
Trillium Machine and Tool, working with Festo Canada engineers, was able to reduce the gantry’s cycle time by 25 percent below the original specs. (Photo: Festo) For a custom machine builder, managing customers’ Oliver Twist demands can make or break a one-off automation project. Whenever a customer says “More please,” timelines and profits can take a hit. It’s one thing if the customer becomes enamoured with adding capabilities outside the scope of the original quote. That’s billable. It’s quite another when it wants to push the performance of what was ordered beyond what the machine builder promised, an additional investment of the latter’s time that often gets written off as goodwill. As Mike Hamelin, president of Windsor, Ontario-based Trillium Machine and Tool can attest, that’s when hands-on manufacturer support of its products can be a difference-maker. Who knows those products better?
An extended ask and task
Trillium had developed an automated handling solution with a Festo 3D gantry for a Tier 1 manufacturer of molded auto parts in the Windsor area to attach felt liners to molded windshield cowls.
Originally, the job was specified with a 37-second cycle time for the gantry to apply 14 pal nuts to secure the liner to the cowl. After the cell was installed, the real world intervened. Trillium’s customer felt that even after automating the fastening function, it wanted a bigger productivity gain. Automated fastening was faster than manual fastening. However, by the time an operator loaded the cowl, liner and nest of pal nuts for the gantry, turning around a finished workpiece was still taking 80 seconds, give or take. In addition, the Tier 1 manufacturer couldn’t push the operator to work much faster. Eliminating the repetitive strain on the latter was another key project objective.
“So, their focus basically turned to how the gantry’s cycle time could be shortened,” says Hamelin. “Essentially, they thought that if they couldn’t change their operator, maybe they could change the machine.”
Since the cell went operational last fall, Trillium’s controls engineers, in collaboration with engineering support from Festo Canada, have been able to trim 10 seconds off the cycle time. “We also added some mechanical features to assist the operators in speeding up a bit,” notes Hamelin.
The project
The application itself is pretty straightforward. The operator has to load a blank cowl, place the felt liner, which is over five feet long, on molded pegs on the cowl and put the tray of nuts in place for the gantry to pick. He exits through a light curtain and swipes a banner button. The gantry picks and places two nuts at a time, moving horizontally over the pegs, retracting vertically after each pass for seven passes in all.
Using Festo’s Handling Guide Online configurator, Trillium had first conceived of a gantry with a pneumatic Z axis. That provided a fast quote and CAD for the original bid early last summer. As Festo Canada engineers reviewed the proposal, the design shifted to a YXCR modular gantry with an electric Z axis to guarantee sufficient pressure to fully affix each fastener. Trillium ordered the gantry with the Festo Motion Control Package (FMCP) to synchronize the axes.
Early on, Festo had done a cycle time analysis of the gantry. “Based on that analysis, the end user was promised 37 seconds, in practice, 32 was achieved, then the end user wanted to go faster,” says William Debono, senior project lead (mechanical) at Festo Canada. “During the commissioning phase, we were able to get to 27.5 seconds with some optimizations using the motion control package – this included blending some motions, reducing the safe height and optimizing the tool path.”
That tweaking made the travel path of the gantry “less cartesian, less square, more fluid,” says Hamelin. “Festo engineers could dial right into the unit to optimize inertias, acceleration and deceleration rates per movement.”
According to the Trillium team, a 3D gantry was the logical choice for this application. Mounting the cowl on a moving nest and then having a 2D gantry press on the nuts still would have meant controlling three axes simultaneously, says Debono. Using a small articulated or SCARA robot would have added cost and complexity to an otherwise simple application.
Finding solutions with vendor support
YXCR gantries are an assembly of axis modules. The X module (EHMX) is comprised of two parallel tooth belt axes which are connected to one another by a connecting shaft. For each module, there are multiple actuators from which to choose, flexibility on axis sizing and selection which proved to be fortuitous in this project. Festo first suggested an ELCC cantilever actuator for the Z module, but as time became an issue, swapped it out for an EGSL ball screw axis that was equally suitable and had an earlier delivery date. That enabled Trillium to keep the project on schedule and still meet the cycle time.
The YXCR was delivered fully assembled with lifting lugs so Trillium staff just had to hoist it into its frame. The FMCP was pre-configured for the specific project kinematics, which greatly reduced the setup and commissioning time. The latter package includes servo drives, power supply and circuit protection for controlling all gantry motion, pre-installed in its own cabinet.
The FMCP, developed by Festo in Canada four years ago, is now offered worldwide as an option with the manufacturer’s handling solutions. An FMCP can control up to six axes, so it can manage a single or multiple H, T, 2D or 3D Festo standard gantry. Cartesian motion applications can be configured (or reconfigured) and integrated quickly with function blocks or AOIs for various controller brands.
The FMCP wasn’t part of Trillium’s original bid. “We were thinking strictly Cartesian style,” says Hamelin. “But our controls guy strongly suggested that we were going to need it to meet that cycle time that was laid out. So, we went for it. And, obviously, we’re 10 seconds quicker with it” because of the flexibility it provided to optimize the gantry without taking it out of service.
Festo Canada’s engineering team provides a great backstop for his team, says Hamelin. “Having their engineers dial in and do a live view of our program or settings or adjust the gantry for a one-off project like this is pretty remarkable.”
David Gersovitz is a Toronto-based freelance writer. This article was submitted by Festo Canada.
Advertisement
- Allied Electronics and Automation now officially known as RS
- Canada hopes for conciliatory tone from Biden on U.S. protectionist rhetoric