Contributing editor
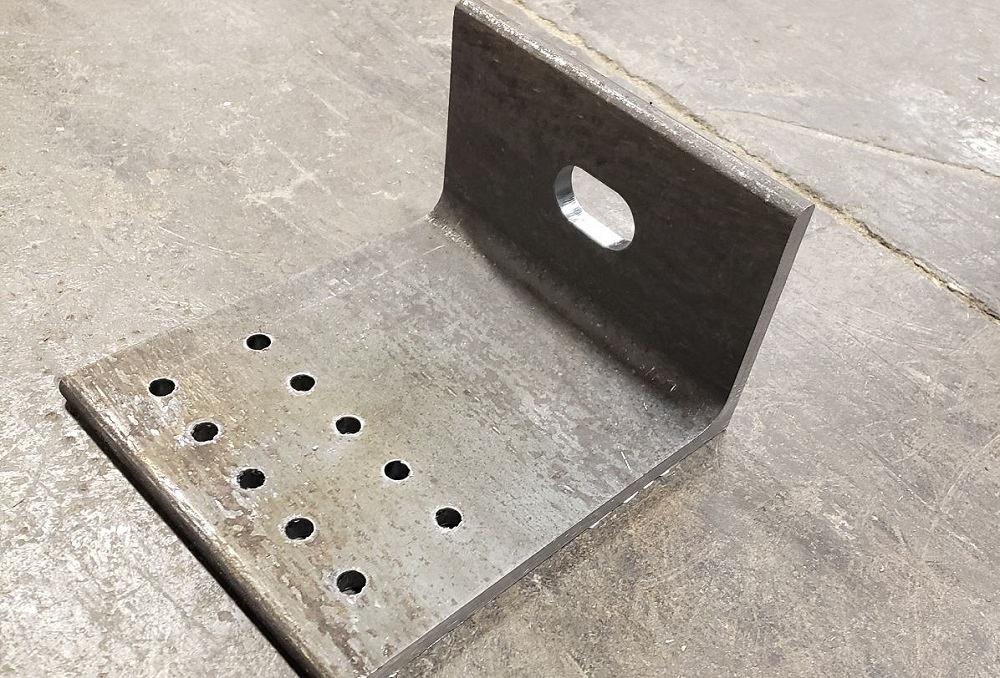
H&H Metals finds efficiencies in its CO2 laser machines because it can change various hole sizes and shapes easily and the cut precision. H&H Metals.
There’s more than one way to skin a cat, the adage goes. Gruesome visual aside, the expression could not be more appropriate for holemaking in structural metal. Not to state the obvious, but there are a multitude of ways to fabricate a hole in plate. Fabricators have many viable routes to get there: ironworkers, drilling machines, stamping presses, and plasma, laser, and waterjet cutters. Choosing which road to take usually comes down to which will make the hole most efficiently.
Three fabricators—SCW Contracting Corp., H&H Metals, and Ultratech Tool and Design—shared their go-to holemaking approaches, their thought processes, and why those methods are the best for their applications.
Based in Fallbrook, Calif., since 1980, SCW Contracting Corp. is a structural steel fabricator, erector, and installer. The company also has a division that manufactures products for water and wastewater infrastructure.
Operations Manager Steven Scrape said that the company calls its Voortman V310 automated 8- by 20-ft. drilling and plasma cutting machine its “workhorse.” He attributes its efficiencies to its capability to run the drill unattended.
“We found a lot of savings in being able to run it essentially unmanned,” he said.
“It has run 200 workdays a year—800 over the last four years—unmanned. There was a point in time when we were running the machine 16 to 20 hours a day. We've had zero issues with it.”
Scrape said he doesn’t worry about problems occurring unattended because it is an intelligent system. Its software is programmed to halt production and send notifications if it encounters problems. “If it has an error or if the head is applying too much pressure because the tip is worn out, it will stop production and throw an error code notifying you to change the drill tip. It won't self-destruct.
“We’ll run the drilling cycle on our V310 during our night shift. Essentially, we’ll set up the plate, run the program, and walk away. It will run all night long, drilling all the holes, doing all the markings … everything we need, just on that one drill unit.”
The company uses the machine’s drilling function for simple holemaking, and then uses the plasma cutter to make more complicated cuts afterward. “To make any holes that are just a standard round hole, we will use the drilling because it is faster, more efficient, and costs less than the plasma cutter. And then that's when the plasma comes in, to cut shapes or a slotted hole.”
The plasma cutter has a beveling head, so it can bevel at 45 degrees and cut at a 360-degree rotation, inverted or out. Scrape added that the newest version of the machine now has capabilities to mill slotted holes.

SCW Contracting Corp. is a structural steel fabricator, erector, and installer. Operations Manager Steven Scrape calls its Voortman V310 automated 8- by 20-ft. drilling and plasma cutting machine its “workhorse.” He attributes its efficiencies to its capability to run the drill unattended. It has run 800 workdays over the last four years unmanned. SCW Contracting Corp.
“So you could have a plate with five holes; three being typical round holes and two slotted holes. The software will automatically direct the drill on the round holes, and then where a slotted hole is needed, once the drilling cycle is completed, it will then deploy the plasma to do the slotted holes. So it's a very versatile plate processing machine.”
SCW cuts 1/8-in. to 3-in.-thick plate on the machine.
Scrape said that he bought the machine after doing extensive research at FABTECH 2018. He’s really glad they bought the machine with dual capabilities. “We went to FABTECH and looked at every single company underneath the sun. Everybody said, ‘You don't need a drilling unit.’ But we reasoned that if the companies are putting a drilling unit on a table, there’s a reason.
“After further exploratory investigations, we realized that the drilling is much more efficient. It's cleaner. It costs less, because of the savings in being able to operate the drill in a fully automatic function.”
Scrape said that the consumables cost of drilling is significantly less than the plasma. On some drill tips, SCW can make 1,600 holes; it’s able to cut fewer holes on a plasma cutter before having to change out the consumables. “We've even had drill tips that have gone 4,000 holes by using internal cooling with the drill. That extends the life of the drill tip.”
Scrape referenced a recent project as an example. “Just a few weeks ago we put a 3/8-in.-thick plate, 8 ft. wide by 20 ft. long on the machine. It had a 10-hour drill cycle on it. Our operator got the plate set up, started that drill cycle at the end of the day, hit ‘run,’ shut off the lights, and walked away. He came in the next morning, cleaned off the chips, hit ‘start,’ and it started using the plasma.
That alone saved time on labor—a significant cost savings—over using the plasma, Scrape said. He added that someone needs to be present while the plasma torch is in use because it’s combustible.
“So, we've found this drill/plasma machine is just very efficient. It has been nothing but an absolute success for our company.”
H&H Metals, Thornton, Colo., is a family-owned architectural metal fabricator and a manufacturer of aluminum sunshades and light shelves. Founded in 1980, H&H fabricates plate and sheet products geared for the construction industry, primarily, but it also does job shop work for OEMs and suppliers. Its products are shipped all over the country and are even found in space.
President Chad Huff said the company finds efficiencies using the company’s Cincinnati CO2 laser because of the flexibility to change hole size easily and because of the precision that it renders to cut holes in plate. The laser, purchased in 2016, cuts up to 1-in.-thick carbon steel, though most of the fabricator’s jobs are ¼ to ½ in. thick.
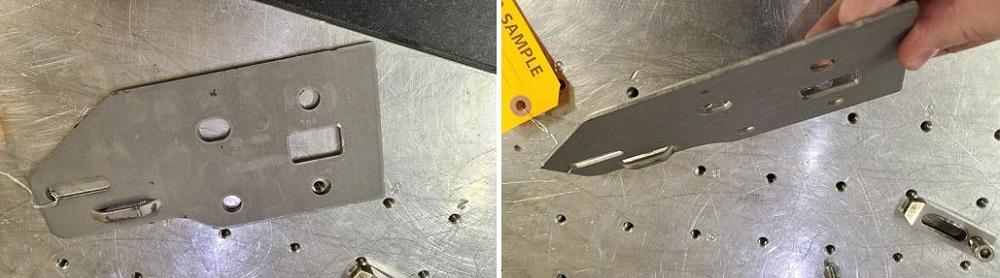
The material thickness in this part, a rear bumper mount reinforcement for a pickup truck, is 1/8-in., 60-KSI steel. Ultratech Tool & Design will stamp 200,000 parts a year for 10 years. The company believes that stamping it is the most efficient way to form the part’s holes and features. Ultratech Tool & Design
“We were needing to make holes in thicker plate than we could make efficiently using our unitized punching or ironworker machines,” Huff said.
“The issues were that we had so many different plate thicknesses and plate designs. Just laying them out created challenges. The fact that we had to have specific punches for every different size hole dragged our efficiency.” The sunshade clips the company manufactures vary on each different project. No two projects are alike, he said.
What complicated the matter is that even when a specific hole is required for a job, different punches were needed depending on the coatings specified—each of which alter the hole diameter. “If you're just making a hole in raw plate without postprocessing, you want the hole exactly to the dimension. However, if you are going to galvanize it, the hole has to be a certain diameter larger than the final hole size because the galvanizing adds thickness. Then, if you're going to paint that plate, it has to be a little bit different as well.
“If you're punching a ½-in. hole, you might really need a 17/32-in. hole, so you need a 17/32-in. punch. You need a 5/8-in. die for the proper die clearance. We found too often that we never had the right punch and die combinations, especially on the unitized punches. We had to purchase multiples if we had a multiple-hit operation. And sometimes punches would break.” H&H realized it needed a new process based on the time lost waiting on tooling orders to arrive and the high cost of the punch tooling.
“The efficiencies we realize now having laser technology is that it allows us to change hole size and do exactly what we need without having to have different punches in multiple sizes. We can go from a round hole to a slotted hole just by changing the design in the software.”
Huff explained that the company considered plasma cutting but found the rake angle on the cut was too severe for customers’ specifications.
“We were seeing about a 7-degree rake angle on a plasma, which was a problem, especially on structural base plates. On a laser, we are seeing only about a half a degree of rake.”
Huff said that for the structural base plates that H&H fabricates for the construction industry, specifications don’t allow a hole that's “overly tapered.” The structural specifications require a straight cut because the holes have to accept a fastener, like an anchor bolt, and the fastener has to maintain a proper connection.
H&H fabricates a multitude of clips for the glass and glazing industry to hold large curtain walls to multistory buildings. Most of the clips are welded to the side of the building, and then the window system is hooked to it. “Sometimes those are round holes for dead-load clips; other times, as the windows go up on the higher floors, they need vertical slots for wind-load clips that allow for floor deflection, so the glass doesn’t break.
“So that's why we went with a laser. The hole is true, and the design of the clip can be easily adapted as needed.”
He conceded that plasma cutting technology has advanced to compensate for the taper.
Another way that the laser provides H&H with efficiencies is by allowing the company to make holes smaller than the material thickness, Huff related. “A rule of thumb when you're punching a hole is to not punch a hole with a smaller diameter than the material thickness. The problem is, what happens when you need to do 1/8-in.-dia. hole in thick plate? You resort to drilling.” Huff said that the fabricator is asked to make small holes in parts for the glass and glazing industry for concrete embeds. "Rather than drilling tiny holes in thousands of thick plates, we can easily laser cut instead. Although very small holes are not perfect, they often work well as a nail hole to tack the part to a concrete form or to allow the part to be hung for a finishing process, such as paint or galvanizing.”
Huff said that when he bought the CO2 laser in 2016, fiber technology was limited in the material thickness it could cut. Even though fiber laser technology advancements have expanded the material thicknesses it can cut and increased cutting speeds, he finds the CO2 useful for cutting 3D parts.
“Where it gets a little tougher with the laser is when you've got to put holes in tubes and in angles. Obviously, there are tube lasers for that, but they are a significant investment and take a tremendous amount of floor space.”
Because the CO2 laser machine’s top is open, operators can drop structural sections into it. “You can't do that with a fiber laser because they have to be totally enclosed.”
Huff added that the company only runs one shift. He’s not planning on replacing the CO2 anytime soon, mainly because of the advantage the open top design offers. “Although fiber technology has rapidly evolved, there will always be a place for the CO2,” he said. H&H plans on investing in a fiber laser in the future, but for now, the CO2 is keeping up with current production needs.
Fabricators might not think of stamping technology to make holes in plate-thickness materials, but Ultratech Tool and Design, Fond du Lac, Wis., stamps holes and other features in plate or thick metal up to ½ in. thick about one-quarter of the time.
The company is equipped with presses up to 1,000 tons with bed sizes up to 148 in. by 84 in. and heavy-duty feed lines that handle material thicknesses up to 0.400 in., including high-strength, low-alloy (HSLA); ultrahigh-strength steel (UHSS); and multiphase materials, the company states.
“When you are considering which method to use, it really is dependent on volume,” said Business Development Manager Andy Melang. “Although stamping requires upfront tooling, which comes at a cost, it will easily pay for itself if the volumes are high enough.”
Melang said that the volume cutoff—when it makes sense to stamp—is probably at about 40,000 parts. “Then it is totally cost-effective to stamp it. At 20,000 parts, you’re on the fringe.”
One component that Ultratech Tool and Design currently is stamping out of 1/8-in., 60-KSI steel is a rear bumper mount reinforcement for a pickup truck that will require approximately 200,000 parts a year for 10 years. It’s a left-hand, right-hand component. “So, it was obvious to us that the most efficient choice was to go the stamping route versus another technology.”
Melang believes that making holes in plate materials via stamping nets efficiency in four ways: production speed, material purchase cost savings, material utilization, and repeatability.
Production Speed. One way that stamping nets efficiency is simply its speed. “Stamping is fast. You can stamp 20 to 90 strokes per minute on a standard mechanical press; even faster on a high-speed press, though that’s usually for small electrical parts,” he said. “That’s faster than three holes/completed parts per second.”
In addition, you can make multiple holes using a multiple-hole/multipart die, such as a “five-out” die to expedite the output.
Material Cost. Another consideration when determining the most efficient method is how the material is purchased, Melang said. “In a lot of cases, coil is more cost-effective to purchase than a blank because less processing is involved. So from a material cost standpoint, stamping does have a benefit.”
Material Utilization. The nature of stamping facilitates excellent material usage and low scrap rates, Melang said. “There is less waste in stamping than laser or waterjet cutting because even when those cutting technologies use nesting, there’s more waste. In 4- to 10-mm-thick material, stamping creates about 30% less waste, he added.
Repeatability. Punches have gotten more durable with coatings and last longer, so there is less fluctuation in geometric dimensioning and tolerancing (GD&T), Melang said.
Stamping structural metal is not without limitations, however.
“Once you start getting into the ½-in.-thick range, then it is pretty difficult to stamp—especially just to find feed lines to be able to uncoil that material. That’s when someone might go the blank route or choose a different hole-cutting method,” he said.
The challenge with stamping plate that thick is the increased likelihood that it will cause burrs. “What we've noticed sometimes on thick-gauge metal is that we'll get a burr spike—a triangular burr caused by the dragging of material on the breakaway that could really do some damage if you ran your hand across it.” Removing these defects require manual or automated deburring or vibratory tumbling.
It helps that the stamping manufacturer makes its own tools and dies, because it can design and make tooling to facilitate better holes and fewer burrs.
“Sometimes the burr can be coined in the tool to knock the burr down. In other areas of design, we'll usually put a rooftop shear on the punch, which acts with a scissors-like motion when cutting a hole.” That reduces some of the reverse tonnage, which in turn helps extend both the die and press life, he added.
The same rule of thumb regarding the ratio of hole diameter to material thickness that applies in punching applies in stamping. The material thickness should not exceed the hole diameter.
“It just affects the integrity and the durability of the punch, which can’t take that amount of shock and load in a such a small area. And so, if you have to make small details, it usually has to be done offline,” Melang said.
Like the simple but profoundly useful wheel, the humble hole has been improved and refined over time, but never reinvented. Methods to make one in plate have proliferated as technology has evolved.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...